

Хорошие девчата
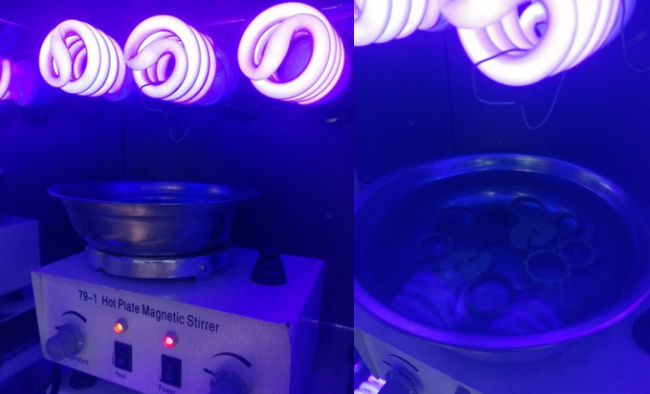
Берём и включаем чудо аппарат

Наливаем чудо жЫжу
Загружаем

Ждём примерно часов 5
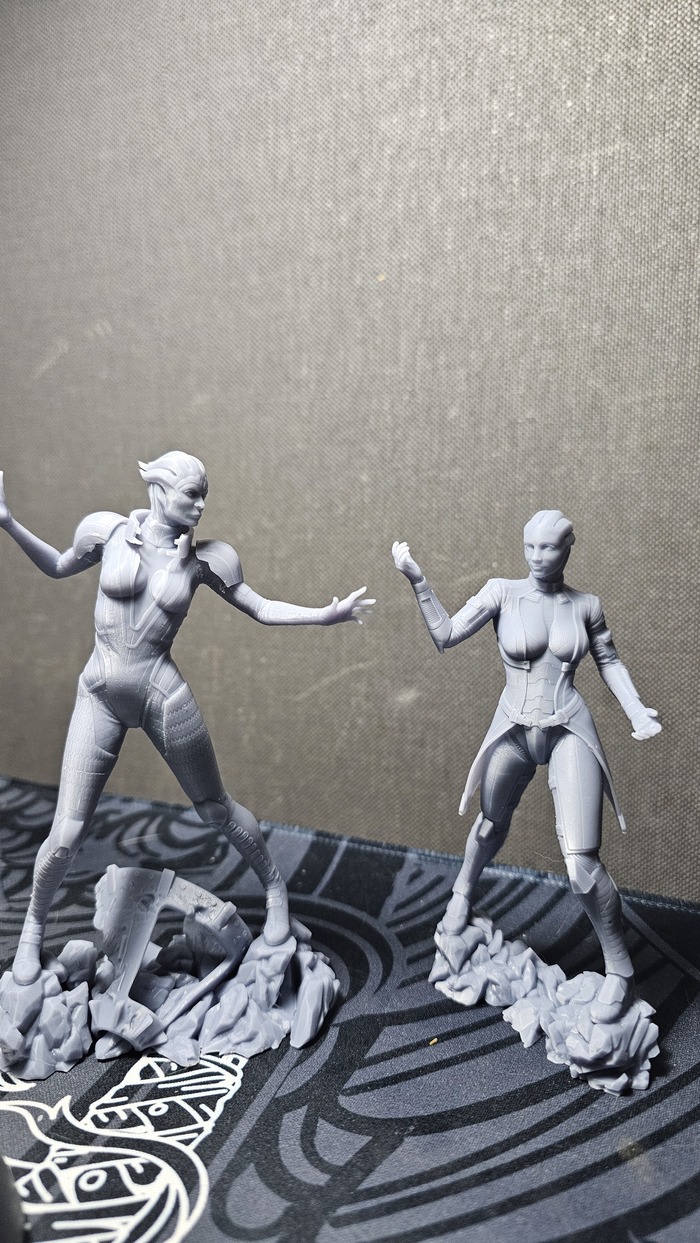
Любуемся результатом )
Показать полностью
7
Берём и включаем чудо аппарат
Наливаем чудо жЫжу
Загружаем
Ждём примерно часов 5
Любуемся результатом )


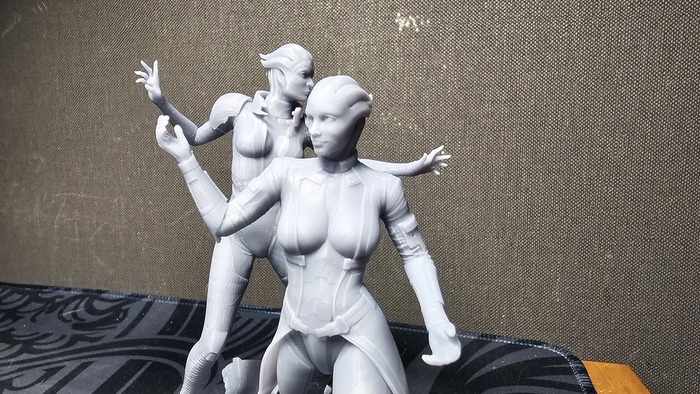
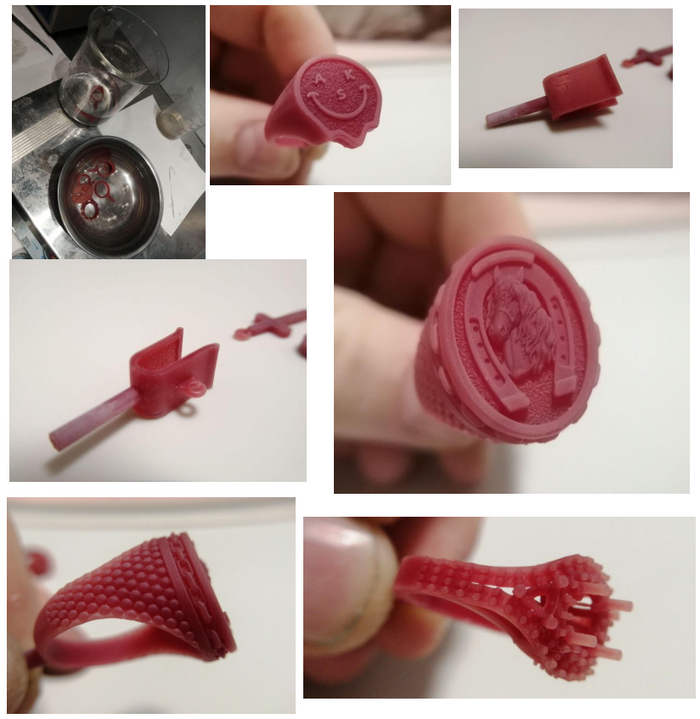
Испробована печать на 3д принтере.
Прекрасно.
Просто волшебно.
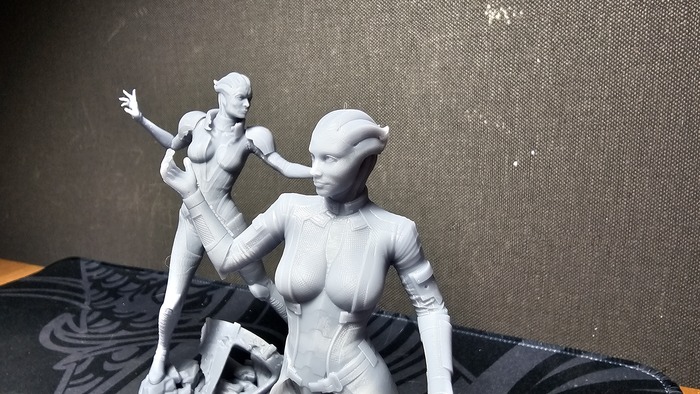
Детализация.
Смола.
Эффекты.
Моделирование на айпаде.
И сразу в дело.
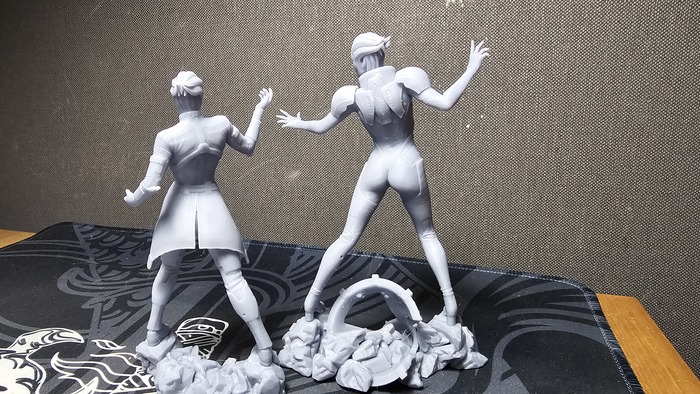
Новые колье.


2.5 кг смолы и почти месяц времени
Больше +- 40 см в высоту
Красивая зараза =)
Взять с собой побольше вкусняшек, запасное колесо и знак аварийной остановки. А что сделать еще — посмотрите в нашем чек-листе. Бонусом — маршруты для отдыха, которые можно проехать даже в плохую погоду.
Среди работающих с силиконом на платине уже 5 лет идет активный поиск "полимера, который совместим". Много делалось тестов, результаты были разные, у кого то получается, у кого то нет, и однозначного ответа не было. В январе мы наконец озадачились собственными комплексными исследованиями, для которых были выбраны вот такие подопытные:

Силикон для форм пищевой на платине ToolDecor 15
"Литьевой силикон используется для изготовления эластичных форм, в том числе форм для выпечки и последующей заливки мастики, шоколада, мармелада, карамели, воска, мыла, парафина, гипса, бетона, жидких пластиков, эпоксидных смол, полиуретана, легкоплавких сплавов."
и вот такой фотополимер:

Фотополимер HARDLIGHT RY - модельный высокоточный
RY - модельный полимер с высокой детализацией, низкой усадкой и деформациями, специально делался с учетом возможности его работы с силиконом на платине. Но немного недокрутили, и отзывы (именно по силикону) были спорные. А в остальном - минимальная усадка, скорость, склонность к сглаживанию межслойности, керамический наполнитель в составе, мечта модельщика.

печать смолой RY
итоги 4 месячных тестов:
По отзывам было понятно, что основное отличие у клиентов было в способе постобработки моделей после печати. Мы собрали статистику, написали план... и проверили уйму вариантов.
Проверяли даже экзотику - типа засветки в воде. И снова убедились - что засветка в воде - процедура не имеющая смысла для общения с силиконом.
После многих комбинаций, выбрали 6.
Напечатали 6 плашек (этакие ванночки под налив силикона), подписали:
1. Промывка спирт. Без УФ.
2. Промывка спирт + 5 мин УФ.
3. Промывка спирт + промывка ацетон + 5 мин УФ.
4. Промывка спирт + дозасветка 20 мин в воде из под крана.
5. Промывка спирт + дозасветка 20 мин в фильтрованной воде.
6. Промывка спирт + дозасветка 20 мин в кипяченой воде.
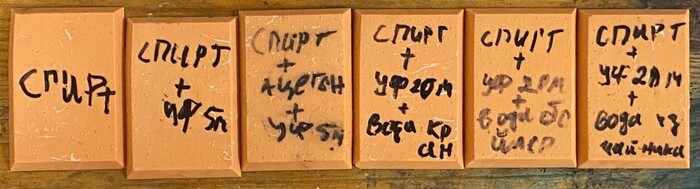
подопытные
После чего подготовлен обьем силикона, который льется во все плашки
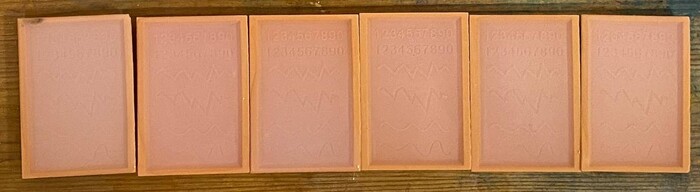
залито, зреет
Результат - силикон застыл во всех плашках. Вот во всех, никакой липкости.

чудо чудное
Удивились. Решили повторить. Результат подтвердился.
Ну раз все так хорошо - чего изобретать велосипед, сделали экспресс по первым 3 способам:
Спирт, ацетон, УФ.
Напечатали, пополоскали, просушили, залили. Результат - не застыл ни в одной плашке.
Тут на инженера напала истерика, после чего сели подумать - что именно не так. После всего - выяснилось следующее. Когда готовили полные тесты - никуда не торопились. Пока напечатали, поддержки сняли, обработали последовательно всеми способами, там и день кончился. Потом дела, и заливали даже не завтра. А тут - все в течение часа. Еще несколько попыток, и вышло вот что:
Силикон застывает как положено, если после сушки - независимо от способа обработки - дать модели отлежаться от 2 суток перед заливкой.
Что там происходит - химик нам рассказывал минут 40, но это не главное, главное - вывод.
‼️ модели должны отлежаться. Минимум 2 суток - между постобработкой и заливкой силикона ‼️
Вот такой не совсем ожиданный результат.
Химик вроде насоветовал в чем вымачивать модели, чтобы не нужны были двое суток - но проверять не стали.
И так работает
Всем удачных печатей!
Скачивание макета : https://vk.com/maket_cnc?w=wall-196776079_1142
Макет есть как на лазер так и на печать с возможностью редактирования.

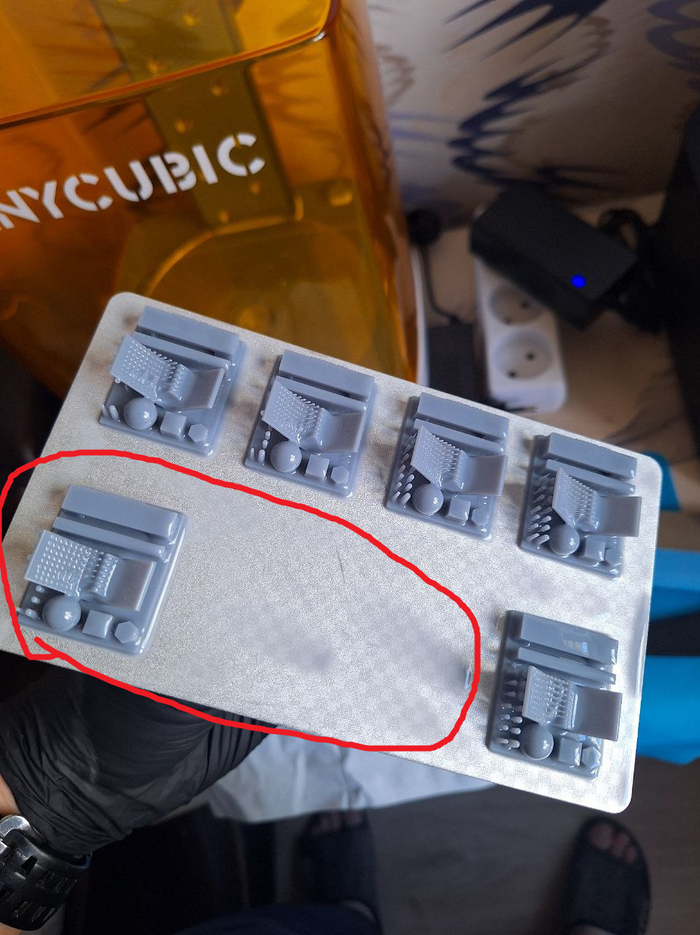
Прошу помощи. При печати часто выходит, что отпечатки в определённой области стола либо не отклеиваются от плёнки (если детали небольшие), либо от стола отходит часть нижнего плота. В результате или модель ведёт по форме, или их выходит меньше по количеству. Проблема постоянно наблюдается в одной и той же части стола. Пробовал разное время экспозиции, повторно отрегулировать уровень - ничего не изменилось. Принтер Anycubic mono 2, смола стандартная спиртомойка от того же производителя.
Для примера изображение с последнего теста RERF - стабильно не печатаются 2 или 3 плашки. Проблемную зону примерно обвёл красным.
У ювелиров много скепсиса по поводу ювелирного литья по выжигаемым напечатанным фотополимерным моделям. Есть конечно фавориты технологии, такие как Solid Scape, и все бы хорошо, если бы не ценник (1.5 млн принтер, от 45к за кг смолы). Есть Envision (900/50к).
Притом не берем в расчет доступность всего этого в наше время перемен.
Есть настольные фотополимерные принтеры в цене 50-200 тыс, на которых можно получить приемлемую печать, но с выжигаемой смолой столько же мнений, сколько и видов этой смолы.
Очень заманчиво на относительно недорогом оборудовании получить чистую отливку, но...
У кого то получается, у кого то нет, на одном и том же оборудовании и по схожим инструкциям. То есть - 20% успеха принтер, 40% успеха полимер, 40% - литейщик.
Получить какую то информацию у тех, у кого получается, достаточно сложно. Проф секреты, наверное.
Публикуем опыт, переданный нам одним ювелиром, который не против им поделиться.

Фотополимер Hardlight Jewelry WAX

Принтер Anycubic Photon Ultra DLP
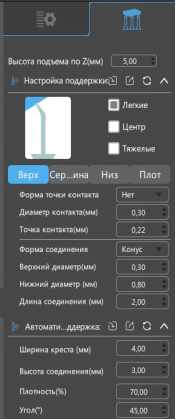
Настройки поддержек: Поддержки ставим в программе ChiTuBox, там лучше алгоритм расстановки и настройки самих под-держек. После расстановки поддержек экс-портируем в STL и загружаем в слайсер Photon Workshop (функционал поддержек там слабоват).
Настройки печати в Photon Workshop
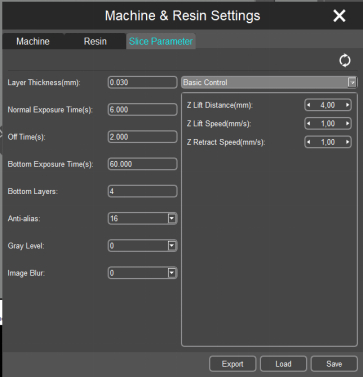
По печати особых замечаний нет. Полимер не любит высоких скоростей отрыва-ретракта. Обязательна пауза перед засветкой слоя после ретракта.
Дальше - пост обработка. От нее зависит половина дальнейшего успеха.

Снятие с платформы

Первая отмывка в грязном спирте. 1-2 минуты

Отмывка в чистом спирте. 1-2 минуты

Сушка (обдувка): я обдуваю с компрессора, но данную операцию можно делать медицинской клизмой. Задача убрать все блестящие пятна. Модель должна быть матовой. Все блестящее это либо спирт, либо остатки не засвеченного полимера. Если остаются следы - в спирт
Удаление поддержек: я удаляю их руками, так как мелкая точка контакта легко отламывается, создавая “пенек”. Некоторые труднодоступные поддержки убираю скальпелем. Пеньки потом убираем наждачкой или сатином.
Модели вывариваются в воде с температурой 80-85 градусов, 2 часа. В конце операции модель должна “побледнеть”. Вываривание происходит совместно перемешиванием и засветкой под ультрафиолетом.
Отмывка после вываривания! С поверхности модели нужно смыть “хлопья”, которые образовались при варке. Поверхность должна остаться сухой и матовой.
С поверхности модели нужно смыть “хлопья”, которые образовались при варке. Поверхность должна остаться сухой и матовой.
Литье тестировалось в разных литейных мастерских. Результаты разные, но стабильные. Данные настройки нужно брать за основу, и если нужно, то корректировать под свои процессы. Но литье данного полимера лучше лить на ПОЛИМЕРНЫХ режимах.
Литейщик № 1.
Форммасса PRESTIGE ORO, соотношение форммассы и воды стандартное 40:100. печь Митерм 27
Прокалочный цикл:
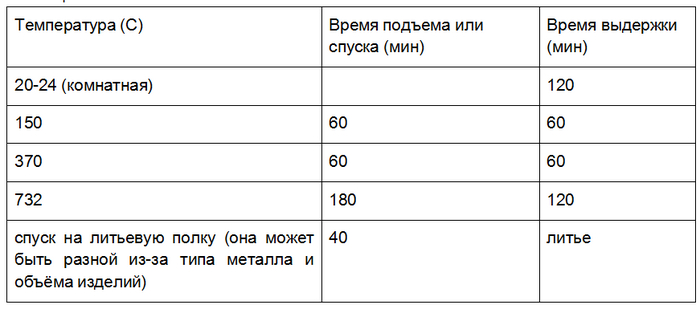
Данный вариант литья считается восковым. И у данного литейщика выходило стабильное качественное литье 4 раза под ряд. У другого литейщика на данных циклах литье браковалось, но у него была другая форммасса.
Литейщик №2.
Форммасса PRESTIGE OPTIMA, соотношение форммассы и воды стандартное 40:100, печь самодельная
Прокалочный цикл:
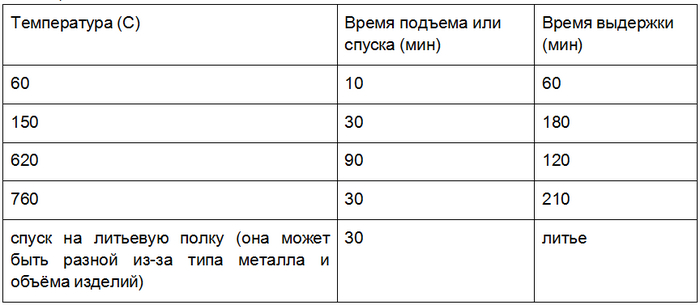
У этого литейщика брака не было
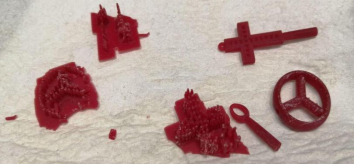
Результат после литья:

МОИ ВЫВОДЫ:
- Высокая детализация печати (у разных принтеров при разных настройках могут быть разные результаты, но «ответ» от пятна света максимально точный)
- Стабильный в печати и литье
- Без сильного запаха
- Достаточно твердый, для того что бы ставить тонкие поддержки (а это очень важно)
- Относительно недорогой
Применяю лично я для ювелирки, но подойдет и для стоматологических работ.
В результате мы получаем отливку с микро обрушениями. Обрушения конечно есть, но они приемлемые. За 10 лет практики я научился их находить. И могу сказать что так бывает и на воске.



На этом - все. Всем удачных печатей!
Подскажите, можно ли печатать фотополимерной смолой от другого производителя? Например, смолой от Elegoo на принтере от Anycubic. Конечно, смола при этом не какая-то особенная, а просто распространённая, вроде водосмывающейся.


